














 6 / 14
6 / 14

А.Н. Иванкин, В.С. Болдырев, Ю.Н. Жилин, Г.Л. Олиференко
100
ISSN 1812-3368. Вестник МГТУ им. Н.Э. Баумана. Сер. Естественные науки. 2017. № 5
Эксперименты показали, что конверсия липидов при более низкой темпера-
туре была затруднена в связи с повышением вязкости системы, что препятствует
оптимальному растворению жировой фазы в спирте. Более высокие температур-
ные параметры приводят к существенным потерям спирта из реакционной смеси,
в связи с приближением к точке кипения. Оптимальным температурным диапа-
зоном проведения реакции при использовании C
1-3
алкилового спирта с макси-
мальной конверсией ацилглицеридов является температура 60…70
С.
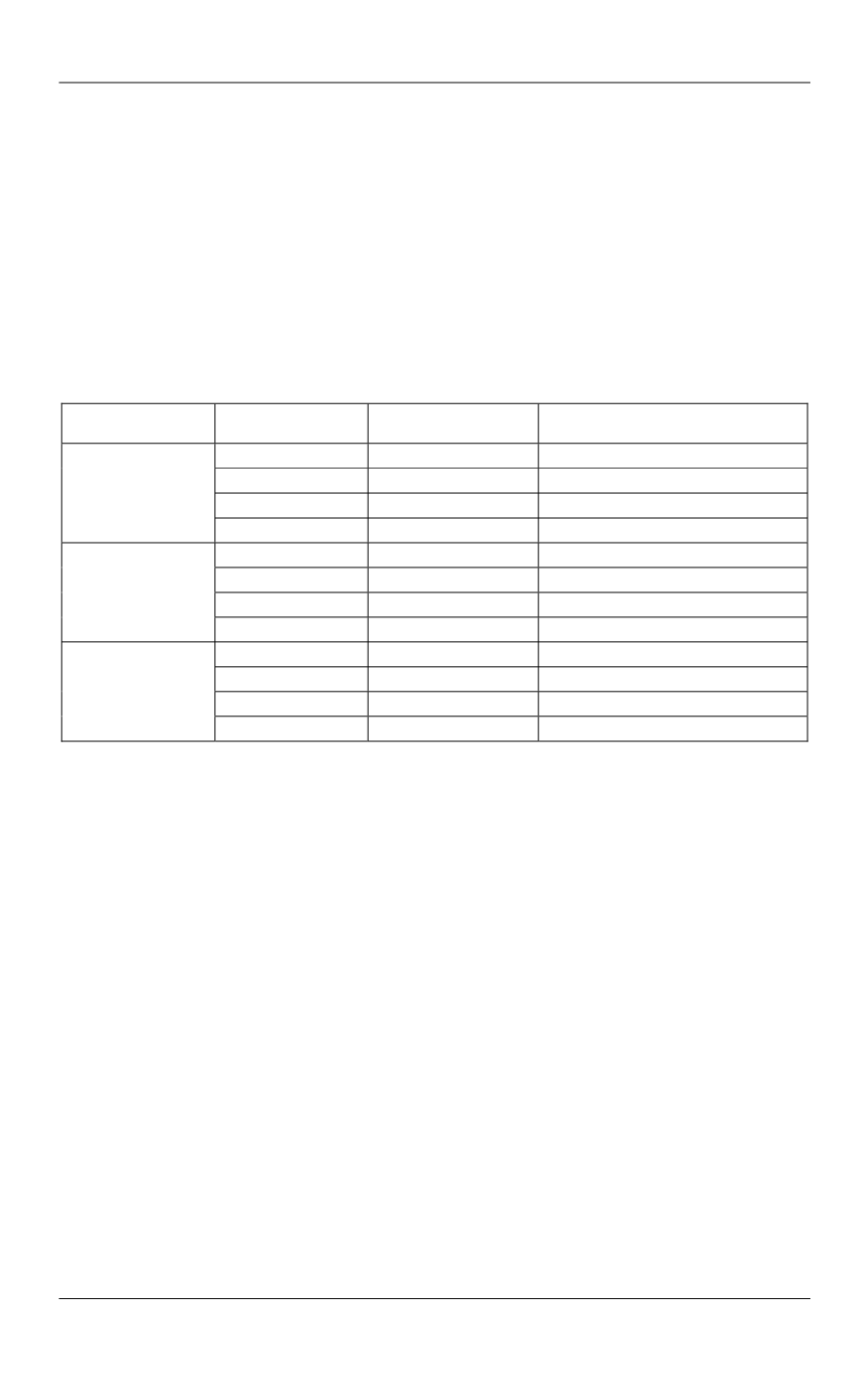
Таблица
1
Константы
k
скорости образования три- (TG), ди- (DG) и моноглицеридов (MG)
при различных значениях температуры
Стадия процесса
Температура,
С
k
, (масс %
∙ мин)
–1
Корреляционный коэффициент
r
ТG
DG
40
0,017
0,9863
50
0,023
0,9965
60
0,035
0,9821
70
0,047
0,9901
DG
МG
40
0,035
0,9939
50
0,05
0,997
60
0,069
0,9859
70
0,097
0,9675
MG
GL
40
0,11
0,973
50
0,156
0,9617
60
0,139
0,9861
70
0,188
0,9838
Типичная хроматограмма содержания основных компонентов полученного
биотоплива показана на рис. 2. Его источником является сырье животного про-
исхождения и основные компоненты — этиловые эфиры стеариновой, олеино-
вой и пальмитиновой жирных кислот — характерные для этого вида сырья. В
случае получения метиловых эфиров жирных кислот содержание основных пи-
ков на хроматограмме является схожим.
Изучение влияния типа катализатора, в качестве которого использовали
моно- (KOH) и дивалентную (Ca(OH)
2
) щелочь, ионит в гидроксильной форме c
основным звеном — RC6H4N(CH
3
)
3
OH и серную кислоту, показало, что наибо-
лее эффективно из щелочных катализаторов использование гидроксида калия.
В сопоставимых условиях за 1 ч ведения процесса выход продукта — алкиловых
эфиров жирных кислот — был при прочих равных условиях на 30…50 % выше.
Конверсия сырья в продукт в присутствии анионита была сопоставима с ис-
пользованием KОН, однако сочеталась с удобством отделения катализатора пу-
тем сепарирования. Применение гидроксидов в качестве катализатора имеет
существенный недостаток — возможность параллельного образования мыла в
виде солей жирных кислот по возможной параллельной реакции
RCOOH + Na(K)OH = RCOONa(K) + H
2
O